ここ数年で、3D プリンタがついに一般に広く利用できるようになりました。これらはもはや専門家や企業だけのためのツールではありません。 SLA プリンタを含む優れた 500ドル以下で買える3Dプリンター も見つかります。したがって、3D 樹脂プリンターを入手するのは難しくありませんが、プロ並みのプリントを作成するのは依然として難しい場合があります。
樹脂プリンター と AnyCubic Photon Mono X 6K は、3D プリントをすぐに始めたい初心者や、詳細なアート作品を作成したいアーティストに最適です。とはいえ、3D SLA プリントは FDM プリントと同様に問題が発生する可能性があるため、最も一般的な問題を調査し、基本的な 3D プリントのトラブルシューティングを通じて修正してみましょう。
1.きれいな樹脂を使用してください
残留物が汚染されていない高品質で清潔なタイプの樹脂を使用することで、3D プリントの問題やプリントの失敗の多くを防ぐことができます。新しいプロジェクトを開始する前に、必ずレジンを確認してください。

特に大量に購入した場合、ボトル内に硬化した樹脂の粒子が見つかる可能性があります。固形残留物があるとプリンターが正常に動作しなくなり、印刷が途中で失敗する可能性があります。また、ボトルを開けたままにしておくと、誤ってアルコールやその他の液体で樹脂を汚染する可能性があります。樹脂を検査し、整然とした作業環境を維持してください。
2.周囲温度を確認してください
家、ガレージ、作業場の周囲温度を無視するのは、単に慣れているからという理由だけかもしれません。ただし、樹脂の硬化の程度に影響を与える可能性があります。ほとんどの樹脂は 22℃ ~ 25℃、できればさらに高い周囲温度を必要とするため、これは寒い環境に住んでいる場合に特に問題になります。メーカーの推奨事項を確認し、作業スペースを暖房するか、プリンターを家の中の暖かい場所に移動してください。
開始する前に、レジンを室温に戻す必要もあります。新しいバッチの樹脂を受け取ったばかりの場合、それは作業スペースの温度よりも低いか暖かい可能性があります。数時間放置します。印刷および硬化プロセス中は安定した温度が必要です。
3. LCD スクリーンを清潔に保つ
3D プリントが失敗する最も一般的な理由の 1 つは、LCD 画面の汚れです。画面上に何らかの種類の残留物があると、プリンターが正常に動作しなくなったり、印刷が変形したりする可能性があります。プリンターの UV ライトは、その経路を遮るものが何もない状態で画面を通過する必要があります。そうしないと、モデルに隙間ができたり、その他の欠陥が生じたりします。.
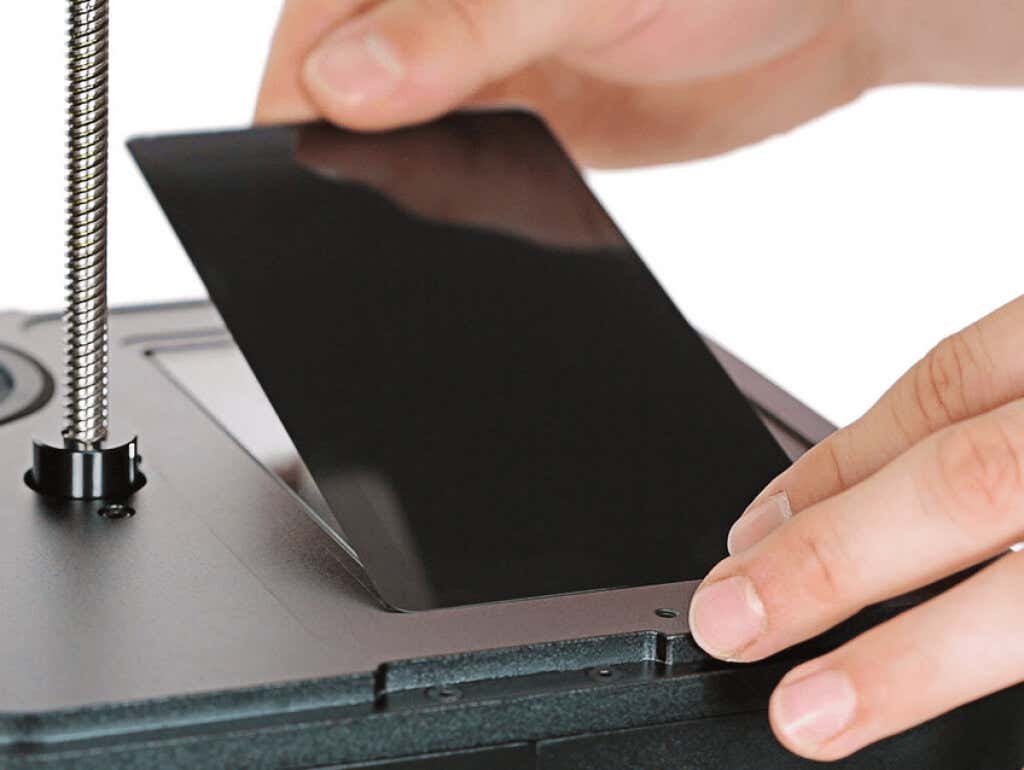
3D プリントでは物事が完璧に進むことはほとんどないため、対処しなければならない最も一般的な残留物は硬化した樹脂です。取り除くには、プラスチック製のスクレーパーを使用してください。鋭利なカミソリの刃を使用することもできますが、慎重かつ優しく使用してください。そうしないと、画面が損傷する可能性があります。残留物のほとんどは簡単に落ちるはずです。その後も画面が多少汚れている場合は、マイクロファイバークロスとイソプロピルアルコールで拭きます。
4.あまり速く印刷しないでください
3D 樹脂プリントがダメになる一般的な原因は、印刷速度が速いことです。 3D 樹脂プリントでは通常、UV ライトを使用して樹脂を硬化させます。レジンには適切な量の光が当たる必要があり、そうでないと結果は得られません。印刷が速すぎるということは、プリントの露光が不十分であること、言い換えれば、樹脂に十分な UV 光が当たらないことを意味します。その結果、プリンターは何も印刷できなくなり、印刷できたとしても、壊れやすく壊れやすいモデルになってしまいます。
スライサー ソフトウェアに移動し、印刷設定、特に印刷速度を調整します。印刷速度を少しずつ下げて、もう一度試してください。また、最初に樹脂と温度を必ず確認してください。
5.斜め 45 度で印刷
3D 樹脂プリントの不文律は、モデルを 45 度の向きでプリントすることです。なぜ?斜めに印刷すると、特に印刷モデルが大きいために多くのサポート構造が必要な場合に、失敗が少なくなり、印刷品質が向上します。
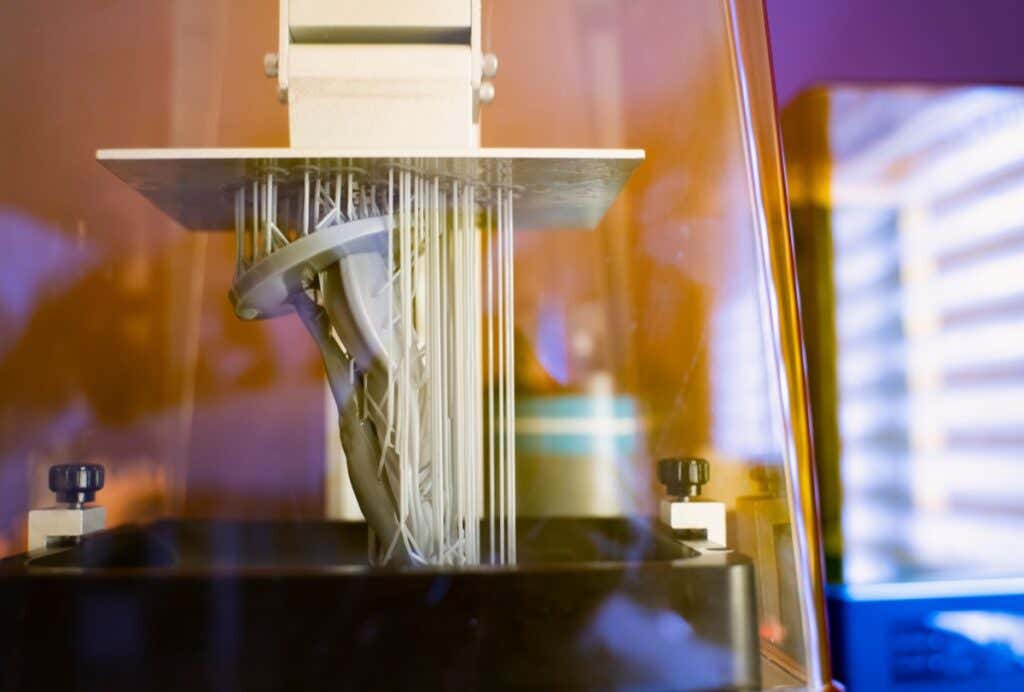
垂直方向にプリントすると、重量が適切に分散されないため、モデルの重量がサポートにさらに強く押し付けられます。すべてが垂直に流れます。斜めに印刷することで、重量がより均等に分散されるため、サポートの問題のリスクが軽減されます。さらに、印刷されたモデルをビルド プレートから簡単に取り外すこともできます。
6.プリントベッドに負荷をかけすぎないでください
印刷には時間がかかる場合があるため、おそらくある時点でビルド プレートにできるだけ多くのモデルを埋め込むことに決めたでしょう。結局のところ、一度にすべてを印刷して時間とお金を節約してみてはいかがでしょうか?まあ、最終的には印刷が失敗するだけで済み、大量の樹脂を無駄にする可能性があります。
初心者で間違えると、プリント ベッド上のすべてのモデルが失敗する可能性があります。モデルによっては、ビルド プレートに過負荷がかかると 3D 樹脂プリンターがうまく動作しない場合もあります。したがって、3D モデルは一度に 1 つずつ、多くても 2 つずつ印刷するようにし、成功の可能性と印刷品質を高めるために、モデルを 45 度の角度に保つことを忘れないでください。.
7. FEP フィルムを確認して交換してください
FEP フィルムは、樹脂を硬化させるための UV 光源の最適な経路を作成するために使用される特殊なフォイルです。これは印刷プロセスの重要なコンポーネントです。プリントが突然失敗した場合は、フィルムをチェックする必要があります。特に初心者は見落とされがちです。
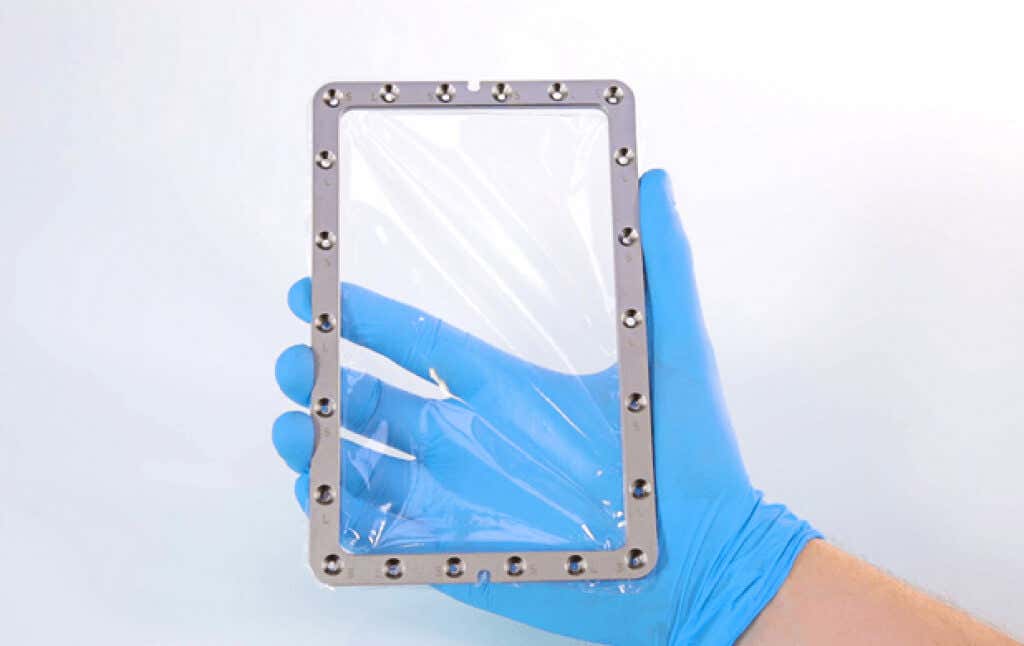
一定量の印刷を繰り返すと、FEP フィルムに反りや損傷が生じます。このような磨耗の兆候を見つけたら、交換時期です。小さな傷はプリントの品質には影響しません。汚れを見つけた場合は、無視するか、ペーパータオルとイソプロピル アルコールで拭いてください。
8.ビルド プレートを再調整する
最初のレイヤーや下のレイヤーでプリントがうまくいかなかった場合、または途中で完全に失敗した場合は、ビルド プレートがわずかに傾いている可能性があります。プリンターのメンテナンス ルーチンの一環として、必要に応じて水平にし、この操作を繰り返す必要があります。樹脂 3D プリンタを使用している場合でも、FDM プリンタを使用している場合でも、3D プリントの問題のほとんどを回避するにはキャリブレーションが重要です。
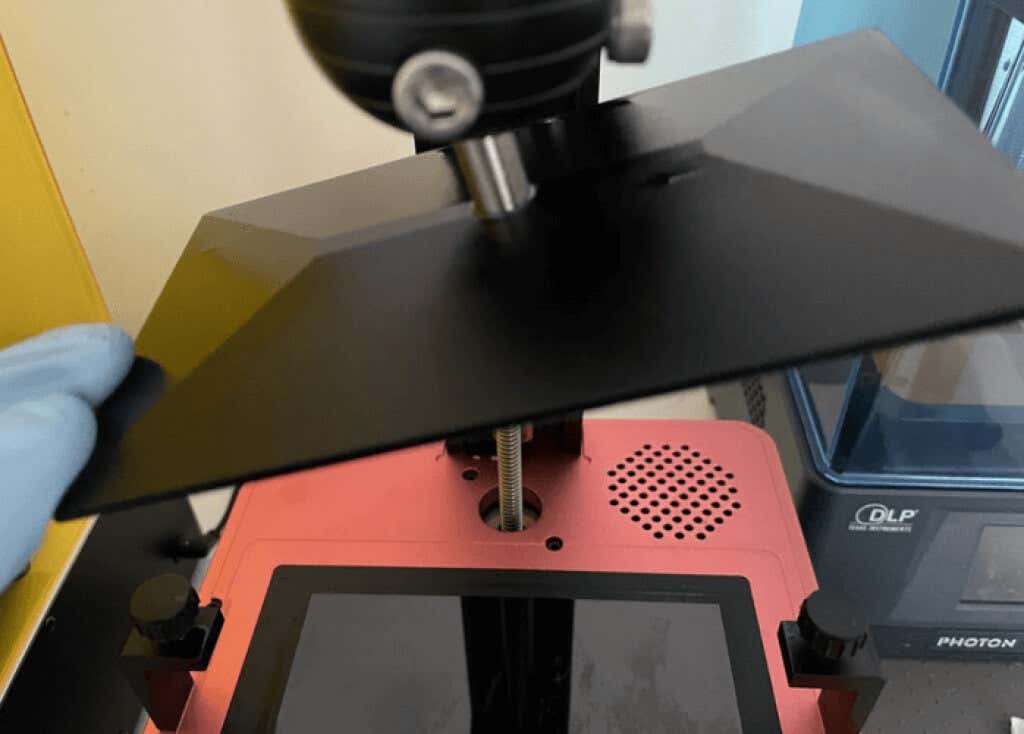
プリンタの品質によっては、他のプリンタよりも頻繁に再調整が必要になる場合があります。とはいえ、すべての 3D プリンターは時々キャリブレーションが必要です。印刷面を水平にし、最適な位置に戻す方法については、3D 樹脂プリンターのマニュアルを確認してください。
9.層間剥離への対処
変形して見える可能性があるのはフィラメントプリントだけではありません。たとえば、モデルの構築に必要な樹脂の層がうまく接着せず、互いに引き離されているかのように別々に移動する可能性があります。この層の分離は層間剥離として知られており、あまりにも明白なので気付かないほど、プリントの外観を確実に台無しにしてしまいます。幸いなことに、解決策は 2 つあります。

さらに多くのサポート構造を生成する
レジン プリントが適切にサポートされていないと、多くの問題が発生する可能性があります。したがって、モデルの急激な角度にある部分を保持するのに十分なサポートがあることを確認してください。また、サポートの弾力性と印刷の品質を高めるために、モデルを斜め 45 度に向けることを忘れないでください。.
障害物を探す
層の分離は、UV レーザーの経路を何かが妨げている場合にも発生します。まず、樹脂自体がきれいで、光を遮ったり妨げたりする破片がないことを確認する必要があります。固化した樹脂に気付いた場合は、フィルターを使用して除去できます。その後、FEP フィルムと LCD 画面にマーキング、欠陥、または破片がないかどうかを確認します。すべての汚れを取り除き、フィルムが損傷している場合は交換します。
10.ラグへの対処
ラグは、モデルを塊だらけの醜い混乱に変えるもう 1 つの 3D プリント変形問題です。薄いフラップのように見えるにじみ出るような棚が、プリントから水平に伸びています。これらの薄い構造は部分的に硬化していることが多く、樹脂槽内で剥がれてしまうため、UV レーザーが妨げられ、プリントが修復不可能なほど損なわれてしまいます。この問題のトラブルシューティング方法は次のとおりです。
樹脂を確認する
レジンの使用期限は切れていますか?怪しい供給源からの、本物とは思えないほど安すぎる樹脂を使用していませんか?樹脂によっては、寿命が限られており、1 ~ 2 年の範囲です。期限切れの樹脂は信頼性が低く、UV レーザー、周囲温度、その他の変数に対して異なる反応を示します。不適切な保管も樹脂を劣化させる可能性があります。

どちらの場合も、ぼろぼろなどのプリントの変形は、樹脂の不良が原因で発生することが多いため、必ず検査してください。
障害物を探す
層間剥離と同様に、レーザーが遮られるとラグの問題が発生する可能性があります。樹脂バットに破片がないか確認します。プリント ベッドをプラスチック スクレーパーで徹底的にクリーニングします。タンク内に硬化したレジンが残っている場合は、タンクからレジンを取り出して濾過します。また、FEP フィルムを検査し、すべての光学面を清掃します。
サポートの数を減らす
サポートが多すぎると、印刷に悪影響を及ぼす可能性があります。ラグはサポート密度が高いことの症状であるため、スライサー ソフトウェアの設定を確認してサポートの数を減らしてください。モデルの向きも変更することで、サポートをより効果的にします。前述したように、角度を 45 度にすると、必要なサポートの数が減ります。
樹脂 3D プリンタにどのような問題がありますか?トラブルシューティングのヒントは問題の解決に役立ちましたか?そうでない場合は、以下のコメント欄でお知らせください。解決策を見つけるために最善を尽くします。.
.